Висококвалитетни Q235B Q345B топло ваљани челични калемови грађевинског материјала





Детаљи производа
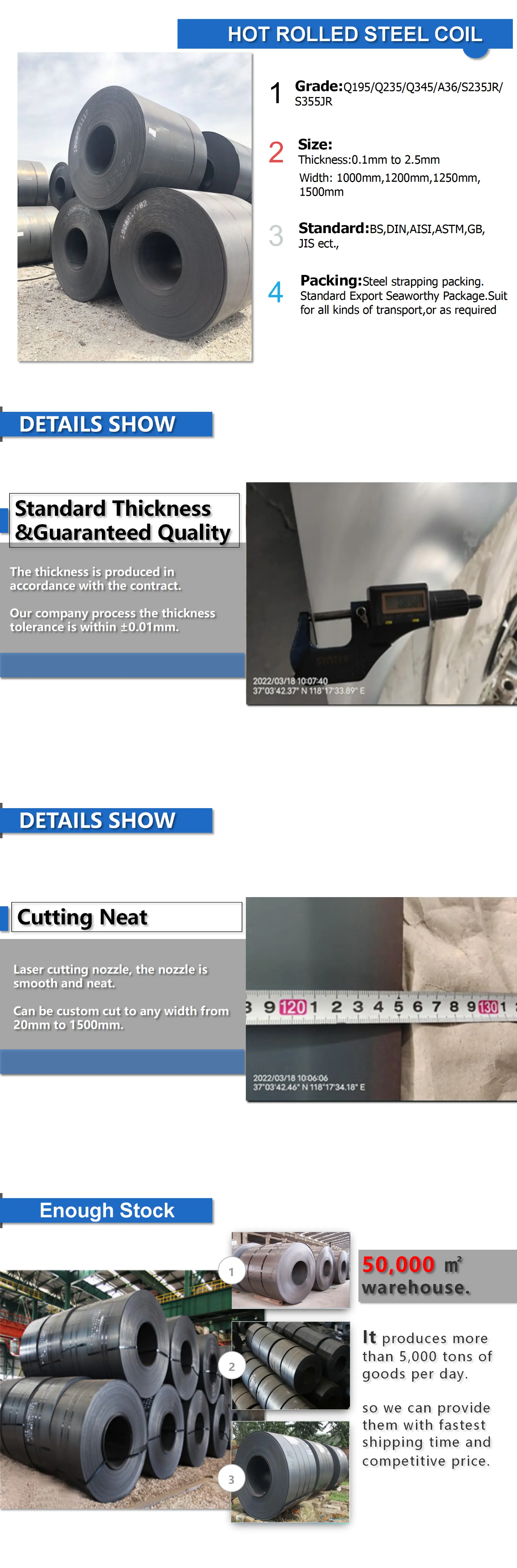
| Назив производа | Најбољи квалитет, велика количинаВруће ваљани челични калем |
| Материјал | К195/К235/К345/А36/С235ЈР/С355ЈР |
| Дебљина | 1,5 мм ~ 24 мм |
| Величина | 3x1219mm 3.5x1500mm 4x1600mm 4.5x2438mm прилагођено |
| Стандардно | АСТМ А53-2007, АСТМ А671-2006, АСТМ А252-1998, АСТМ А450-1996, АСМЕ Б36.10М-2004, АСТМ А523-1996, БС 1387, БС ЕН10296, БС |
| 6323, БС 6363, БС ЕН10219, ГБ/Т 3091-2001, ГБ/Т 13793-1992, ГБ/Т9711 | |
| Оцена | А53-А369, К195-К345, СТ35-СТ52 |
| Оцена А, Оцена Б, Оцена Ц | |
| Техника | Вруће ваљано |
| Паковање | Пакет, или са свим врстама боја ПВЦ-а или према вашим захтевима |
| Крајеви цеви | Обичан крај/кошен, заштићен пластичним капицама на оба краја, исечен углом, жлебљен, навојен и спојни, итд. |
| Минимална количина залиха | 1 тона, већа количина ће бити нижа |
| Површинска обрада | 1. Обрађено млином / поцинковано / нерђајући челик |
| 2. ПВЦ, црно и фарбање у боји | |
| 3. Транспарентно уље, уље против рђе | |
| 4. Према захтевима клијената | |
| Примена производа | 1. Производња грађевинских конструкција, |
| 2. машине за дизање, | |
| 3. инжењерство, | |
| 4. пољопривредне и грађевинске машине, | |
| Порекло | Тиањин Кина |
| Сертификати | ISO9001-2008, SGS.BV, TUV |
| Време испоруке | Обично у року од 10-15 дана након пријема авансне уплате |
Главна апликација
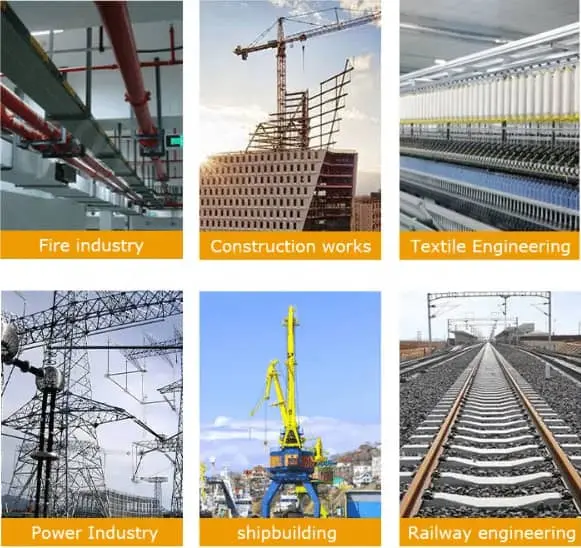
1. Испорука флуида / гаса, челична конструкција, грађевинарство;
2.РОЈАЛ ГРУП ЕРВ/Заварене округле цеви од угљеничног челика, које се са највишим квалитетом и снажном способношћу снабдевања широко користе у челичним конструкцијама и грађевинарству.
Напомена:
1. Бесплатно узорковање, 100% осигурање квалитета након продаје, подржава било који начин плаћања;
2. Све остале спецификације округлих цеви од угљеничног челика доступне су према вашим захтевима (OEM и ODM)! Фабричку цену добићете од ROYAL GROUP.
Табела величина
| Дебљина (мм) | 3 | 3,5 | 4 | 4,5 | 5 | 5,5 | прилагођено |
| Ширина (мм) | 800 | 900 | 950 | 1000 | 1219 | 1000 | прилагођено |
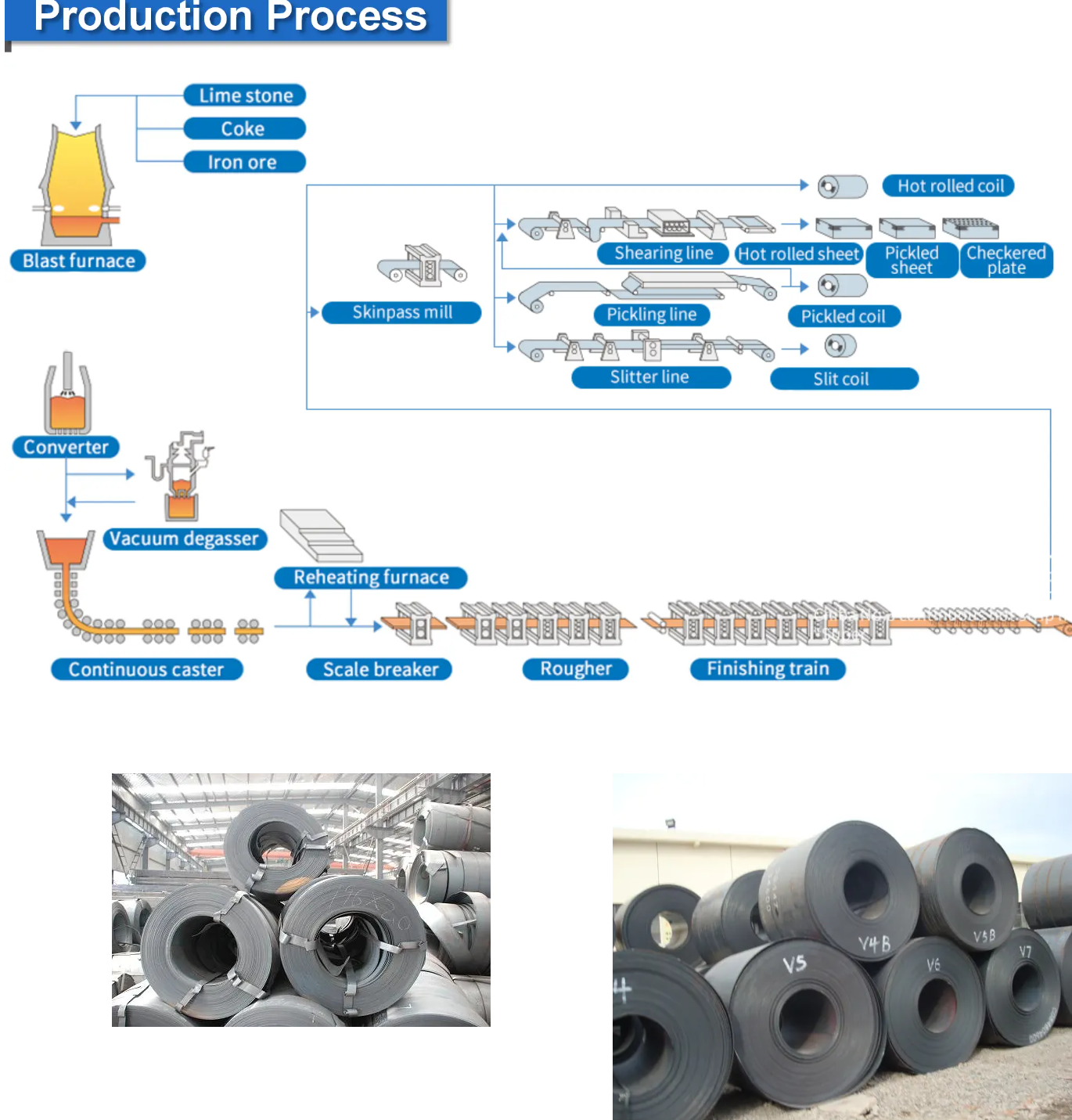
Процес производње
Процес производње топло ваљаног челичног профила је кључна карика у производњи челика. Углавном се челични гребен обликује у жељени облик плоче ваљањем на високој температури. Следећи су његови основни кораци:
Припрема сировина
Као сировина користите гредицу за континуирано ливење или гредицу за почетно ваљање, а дебљина гредице је обично 150-300 мм.
Површина греде се чисти (као што је чишћење пламеном или механичко брушење) како би се уклонили оксидни слој и дефекти и осигурао квалитет ваљања.
Грејање
Греда се шаље у степенасту пећ за грејање и загрева на 1100-1300℃ како би се достигла температура аустенитизације и побољшала пластичност.
Контролишите време загревања и равномерност температуре како бисте избегли прекомерно сагоревање или недовољну температуру.
Грубо ваљање
Дебљина гредице се смањује на 30-50 мм помоћу реверзибилне грубе ваљаонице (као што је двоваљна или четвороваљна ваљаоница) да би се формирала средња гредица.
Уклањање каменца водом под високим притиском може се извршити након сваког пролаза ваљања како би се уклонио површински оксидни слој.
Завршно ваљање
Међудијелат улази у завршну ваљаоницу (обично 6-7 четвороваљних или шестоваљних млинова) и постепено се истањује до циљне дебљине (као што је 1,2-25 мм) континуираним ваљањем.
АГЦ (аутоматска контрола дебљине) и систем за контролу облика плоче користе се да би се осигурала димензионална тачност и праволинијски облик плоче.
Ваљци морају бити хлађени и подмазивани током ваљања како би се спречила термичка деформација и хабање.
Хлађење
Ламинарни систем хлађења се користи за брзо хлађење челичне траке са коначне температуре ваљања (око 800 ℃) до собне температуре контролисањем запремине воде и брзине хлађења (као што је 30-50 ℃/с).
Процес хлађења директно утиче на микроструктуру (као што је однос ферита и перлита) и механичка својства челичне завојнице.
Намотавање
Челична трака се намотава у челичну завојницу помоћу стезног ваљка и намотавача, а затезање се контролише на 100-500N/mm² како би се осигурало да је облик завојнице чврст и да нема лабаве завојнице.
Температура намотавања се обично контролише на 550-700℃ како би се оптимизовале перформансе.
Накнадни третман
Површинска обрада: кисељење ради уклањања оксидног слоја или поцинковање, алуминијумско превлачење и други третмани премазивања.
Жарењепобољшати дуктилност материјала (као што је рекристализационо жарење пре хладног ваљања).
Изглађивањеелиминисање платформе за попуштање и побољшање обрадне површине кроз ваљање са малом брзином смањења.
Инспекција квалитета и паковањеПроверити величину, механичка својства и квалитет површине, као и ваљати, слагати и обележавати према захтевима купца.
Паковање и транспорт
Обично голо паковање

Превоз:Експресна достава (испорука узорка), ваздушни, железнички, копнени, морски транспорт (FCL или LCL или расути)

Честа питања
1. Како могу добити понуду од вас?
Можете нам оставити поруку, а ми ћемо одговорити на сваку поруку на време.
2. Да ли ћете испоручити робу на време?
Да, обећавамо да ћемо пружити производе најбољег квалитета и испоруку на време. Искреност је начело наше компаније.
3. Могу ли добити узорке пре наручивања?
Да, наравно. Обично су наши узорци бесплатни, можемо их произвести по вашим узорцима или техничким цртежима.
4. Који су ваши услови плаћања?
Наш уобичајени рок плаћања је 30% депозита, а остатак на рачуну.
5. Да ли прихватате инспекцију треће стране?
Да, апсолутно прихватамо.
6. Како верујемо вашој компанији?
Годинама се специјализујемо за челични посао као златни добављач, седиште се налази у провинцији Тјенђин, добродошли смо да истражимо на било који начин, свим средствима.
Категорије производа
-

Отпорни на хабање угљеник топло ваљани 6 мм 12 мм 25 мм ...
-

Најбоља цена висококвалитетне ERW заварене челичне цеви од 6 метара...
-

Кина Производња топло ваљаног челичног лима Q355B ...
-

Фабричка Q235 Q345 топло ваљана цев од угљеничног челика ...
-

Кинеска фабрика топло ваљаних завојница од угљеничног челика
-

Фабричка цена Висококвалитетни топло ваљани угљенични челик ...